Key takeaways
- Manufacturing lead generation fails when it copies ordinary B2B: industrial deals run long, the buyer is a committee, and the buyer is already most of the way decided before you hear from them.
- Channels are not equal. A lead from SEO costs around $47; a lead from a trade show costs around $811. The expensive channels only pay off when you work the whole account, not the one badge you scanned.
- The industrial sales cycle averages roughly 130 days, and complex capital deals run far longer, because six to ten people each run their own evaluation.
- A trade-show scan is a signal that an account is in-market, not a qualified lead. The follow-up has to reach the committee, not send one templated note to one attendee.
- Treat the account, not the contact, as the unit of the deal. Pick accounts by fit, map the committee, multi-thread it, then expand plant to plant.
In This Post
- What manufacturing lead generation actually is
- What a manufacturing lead really costs: channels ranked by cost per lead
- The industrial sales cycle, and why it drags
- Map the industrial buying committee before you generate a single lead
- The Account Penetration Loop: a framework for industrial lead gen
- The manufacturing lead generation playbook, step by step
- Account-based outreach for manufacturers: reach the whole plant
- A manufacturing lead generation checklist
- The bigger picture: a reshoring wave meets a digital laggard
- How Cronical fits manufacturing lead generation
- Frequently asked questions
- Related reading
What manufacturing lead generation actually is
Manufacturing lead generation is the work of getting industrial buyers, the people who specify, source, and sign off on machinery, components, materials, and services, to raise their hand and enter your pipeline. The phrase sounds like ordinary B2B lead gen, and that is exactly why so much of it fails. The industrial buyer behaves differently, buys on a different clock, and almost never buys alone.
Start with the behavior that reshapes everything else. By the time a manufacturer talks to you, the decision is mostly made. Tony Uphoff, then CEO of Thomas, the company behind the industrial sourcing platform Thomasnet, put a number on it.
B2B purchasing is over 70% finished before a buyer engages with a sales rep.
That single fact has two consequences. First, most of the selling now happens before any conversation, through the content, search visibility, and technical detail a buyer finds while they self-educate. Second, by the time a lead surfaces, several people inside that company have already formed opinions. You are not opening a deal. You are joining one in progress.
Why industrial lead gen is harder than ordinary B2B
Three things make industrial harder than a typical software or services sale. The cycle is long, often measured in quarters rather than weeks. The buyer is technical and skeptical, and will not be charmed past a spec that does not fit. And the decision belongs to a group, where an engineer, a maintenance lead, procurement, operations, and a finance sign-off all have to align. Every one of those traits points the same direction: you cannot win a manufacturing deal by working a single contact. The math of the account decides whether you close, and the rest of this guide is about working that math deliberately.
What a manufacturing lead really costs: channels ranked by cost per lead
Every guide to industrial lead gen lists the same channels: SEO, paid search, LinkedIn, content, and trade shows. Almost none of them tell you what a lead from each actually costs, which is the one number that should drive how you spend. The spread is enormous.
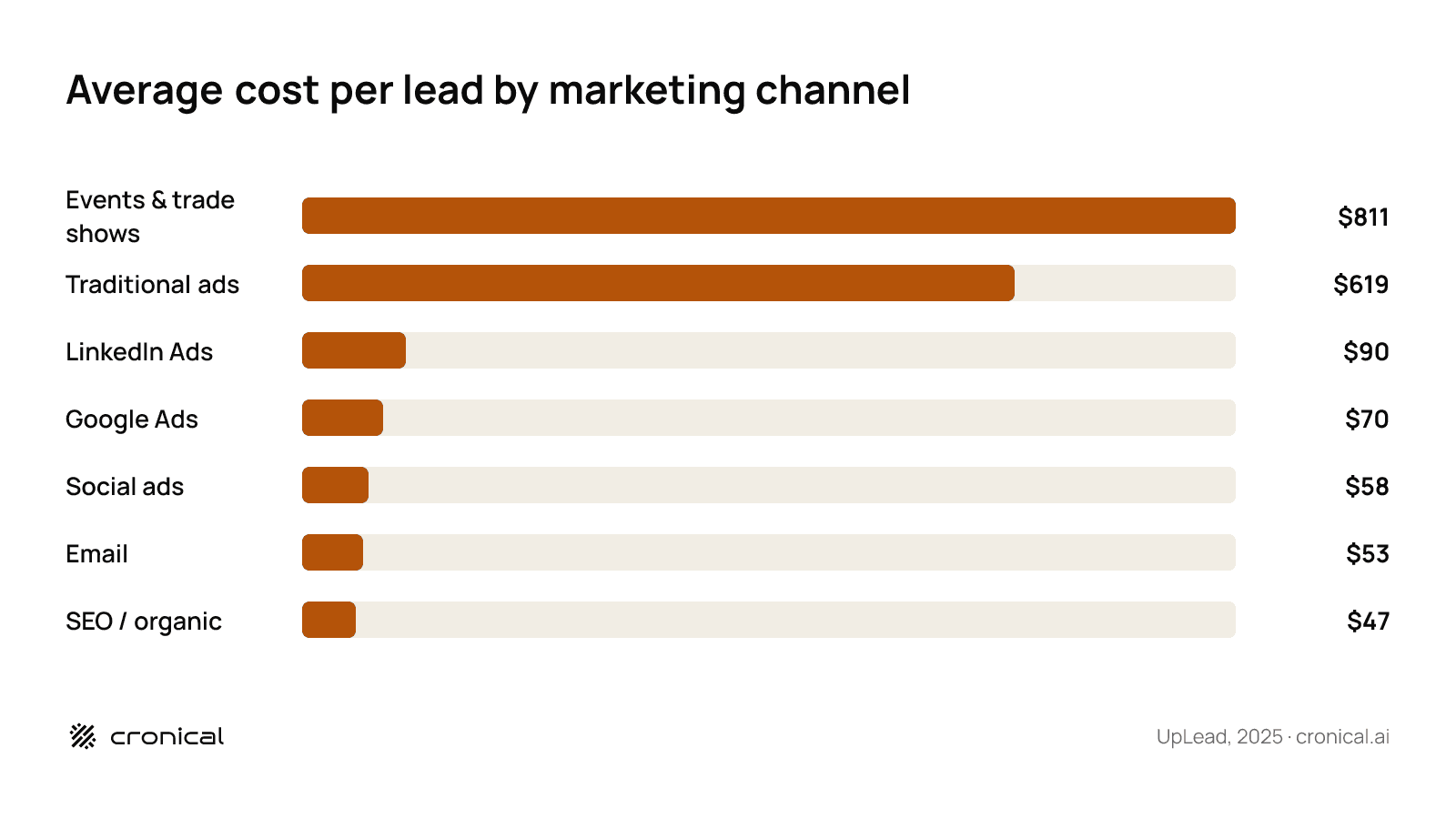
A lead from organic search costs about $47, while a lead from events and trade shows runs around $811, roughly seventeen times more. Traditional advertising sits near $619, paid social and search land in the $58 to $90 range, and email is among the cheapest at $53. Read that ranking and the obvious move looks like cutting trade shows and pouring everything into SEO. That move is half right and half a trap, which the comparison below explains.
| Channel | Cost per lead | Lead intent | Effort to convert |
|---|---|---|---|
| SEO / organic | ~$47 | High: they searched for the problem | Slow to build, cheap to run |
| ~$53 | Medium: depends on the list | Low, if the list is targeted | |
| Paid search | ~$70 | High: active intent | Fast, but you pay per click forever |
| ~$90 | Medium: role-targeted, not in-market | Moderate, good for committee reach | |
| Trade shows | ~$811 | Low per scan, high as a signal | High: a scan is not a lead yet |
The trap is judging a trade show by its raw cost per lead. The $811 figure treats every badge scan as a lead, which it is not. A badge scan tells you an account sent someone to look at your category. That is a signal worth a fortune if you act on it correctly, and worth nothing if you fire off one templated "great to meet you" email to the one person who walked the booth.
Trade shows versus digital: where the money actually goes
The honest read on trade-show leads is that they look terrible on a spreadsheet and can be excellent in practice, and the difference is entirely in the follow-up. A self-qualified inbound lead from search has already named its problem. A booth scan has not; it has only revealed that a target company is in the market. Treating the scan as a finished lead, and selling to the single attendee, is why trade-show ROI reads as a disaster. The fix is to treat the scan as account discovery and run the follow-up at the whole company. Spend the cheap channels to generate intent at scale, and spend the expensive ones to discover which accounts are in-market, then work those accounts properly.
The industrial sales cycle, and why it drags
Competitors call the industrial cycle "long" or "six to twelve months" and leave it there, unsourced. Here is a number you can plan against: the manufacturing industry averages roughly 130-day sales cycles, driven by complex supply chains and capital expenditure requirements. Complex capital-equipment deals, the ones that involve prototyping, on-site testing, and financing approval, run far past that, often into multiple quarters or more than a year.
Why does it drag? Not because manufacturers are slow. Because a long cycle is what it takes to coordinate a large group, each member running an independent evaluation, against a capital budget and a testing schedule. Tie the 130 days back to the 70% self-education number and the picture sharpens: the buyer spends most of those days researching without you, inside a committee you have not met.
This is the structural reason single-threading fails in industrial. In any long B2B cycle, a deal carried by one contact is fragile. Over four months that one champion can change roles, get reassigned, go quiet for three weeks, or be overruled by someone you never spoke to. The longer the cycle, the more time there is for your single thread to break. Long industrial cycles do not make account-based outreach a nice-to-have. They make it the only motion that survives contact with reality.
Map the industrial buying committee before you generate a single lead
If the decision belongs to a group, the first real act of b2b industrial marketing is mapping that group, before you spend a dollar generating leads. A complex industrial purchase is not decided by your contact. It is decided by a committee, and that committee is large.
Gartner puts a complex B2B purchase at six to ten decision makers, each arriving with four or five pieces of independently gathered information. In a plant deal those roles are concrete: the engineer who writes the spec, the maintenance or plant lead who lives with the equipment, procurement who runs the bid, operations who owns the line it affects, and a finance or corporate sign-off above all of them. Each one researches on their own and weighs different risks. The engineer cares whether it works; procurement cares what it costs; operations cares about downtime during install. A message that lands with one of them often means nothing to the others.
Achinta Mitra, who has spent decades in industrial marketing as the founder of Tiecas, names the trap most manufacturers fall into. The instinct is to ask for more prospects, when the actual problem is reaching the right people inside the account.
The intent is clear, get in front of more qualified prospects. However, the frustration is just as real: reaching the right people is more challenging than ever.
The lesson generalizes cleanly from any long B2B cycle to the plant floor: the unit of the deal is the account, not the contact. Work one person and you have covered a fraction of a multi-month decision. The committee is the deal.
Distributor and OEM dynamics: working a buying chain
Many manufacturers do not sell direct. They sell through distributors, or into OEMs who build the end product. That adds a second committee. When a distributor sits in the middle, you are working the distributor relationship and the end user's committee at once. When you sell into an OEM, you face the OEM's own engineering and procurement on top of the end customer's. The contact is not the company, and in a channel sale the company is not even the whole account. You are mapping a buying chain, and betting a long deal on one relationship anywhere in that chain is the same single-threading mistake, just harder to see.
The Account Penetration Loop: a framework for industrial lead gen
Pull the last three sections together and a method falls out. In manufacturing, where the cycle is long and the committee is large, lead generation has to be account-based or it leaks. You generate interest at the account level, penetrate the committee, then expand across the rest of the account. Here is that method as a sequence you can run.
The framework
The Account Penetration Loop
- 01
Pick accounts by fit, not lead volume
Score targets on industry, plant count, installed equipment base, and distributor or OEM position before spending on leads. A smaller list of right-fit accounts beats a flood of badge scans, because the whole motion depends on working accounts deeply, not contacts widely.
- 02
Surface in-market signals
Catch the 70%-of-the-journey research behavior with technical content, search visibility, and trade-show presence. Remember what a signal is: an account in-market, not a qualified lead. A booth scan or a spec-sheet download tells you who to work, not who to invoice.
- 03
Map the committee
Before outreach, identify the engineer, the maintenance or plant lead, procurement, operations, and the finance sign-off. Each runs their own evaluation, so each needs a reason to engage that speaks to their risk, not a one-size message blasted at all of them.
- 04
Multi-thread the account
Reach the committee in parallel, not one contact serially. Long cycles kill single-threaded deals when the one contact moves, goes quiet, or gets overruled. Build relationships and momentum across several stakeholders so the deal does not rest on any single person.
- 05
Expand the beachhead
After the first plant buys, work the next plant, the next division, and the next geography in the same account. The first order is rarely the biggest; the installed relationship is the cheapest path to the next five orders.
The order matters, which is what makes this a loop and not a checklist. You cannot map a committee before you have chosen the account. You cannot multi-thread before you know who is on the committee. You cannot expand before you have landed. Skip a step and the deal leaks out the gap you left. Run the steps in sequence and each one feeds the next, then the expansion in step five sends you back to step one inside a larger account.
The manufacturing lead generation playbook, step by step
The Account Penetration Loop is the strategy. This is the execution: the concrete moves that fill the top of it and feed the committee work below it. A good industrial marketing strategy starts where the buyer starts, on a search engine and a spec sheet, and ends at the whole account.
One reason there is room to win here is that manufacturers, as a sector, came late to digital, and that is changing fast.
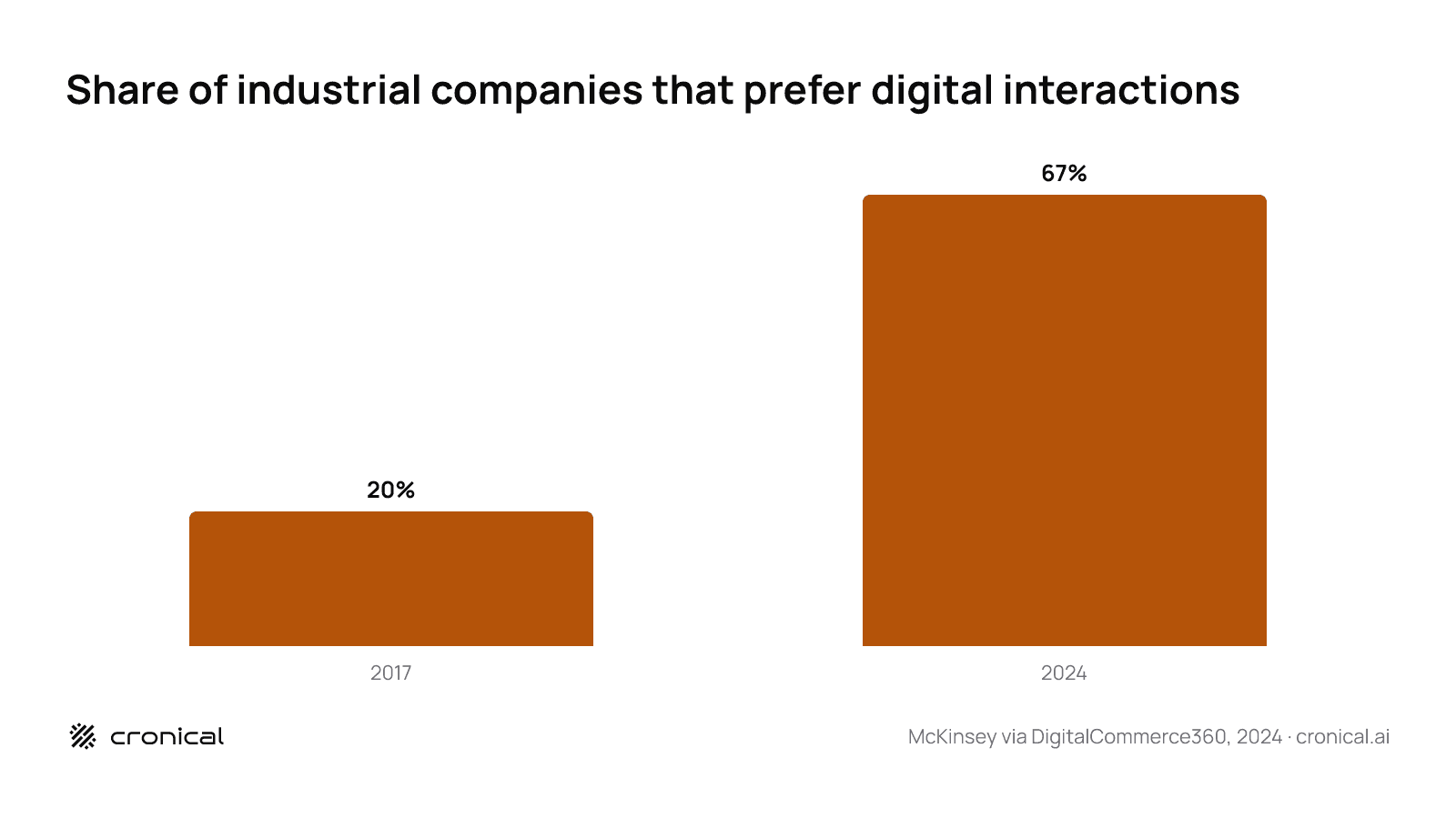
The shift is steep. Around 20% of industrial companies preferred digital interactions in 2017; by 2024 that figure was roughly 67%. The same research found B2B companies now run about 10 distinct sales channels, up from five in 2016, with more than 30% of sales tasks at least partly automatable. An industry built on rep relationships and booth handshakes is now being out-researched by its own buyers. The manufacturers still equating "sales" with one rep's relationship are the ones losing ground to the ones who show up where the buyer actually researches.
Where does that digital effort pay off for manufacturers specifically? The marketers in the field have a clear answer.
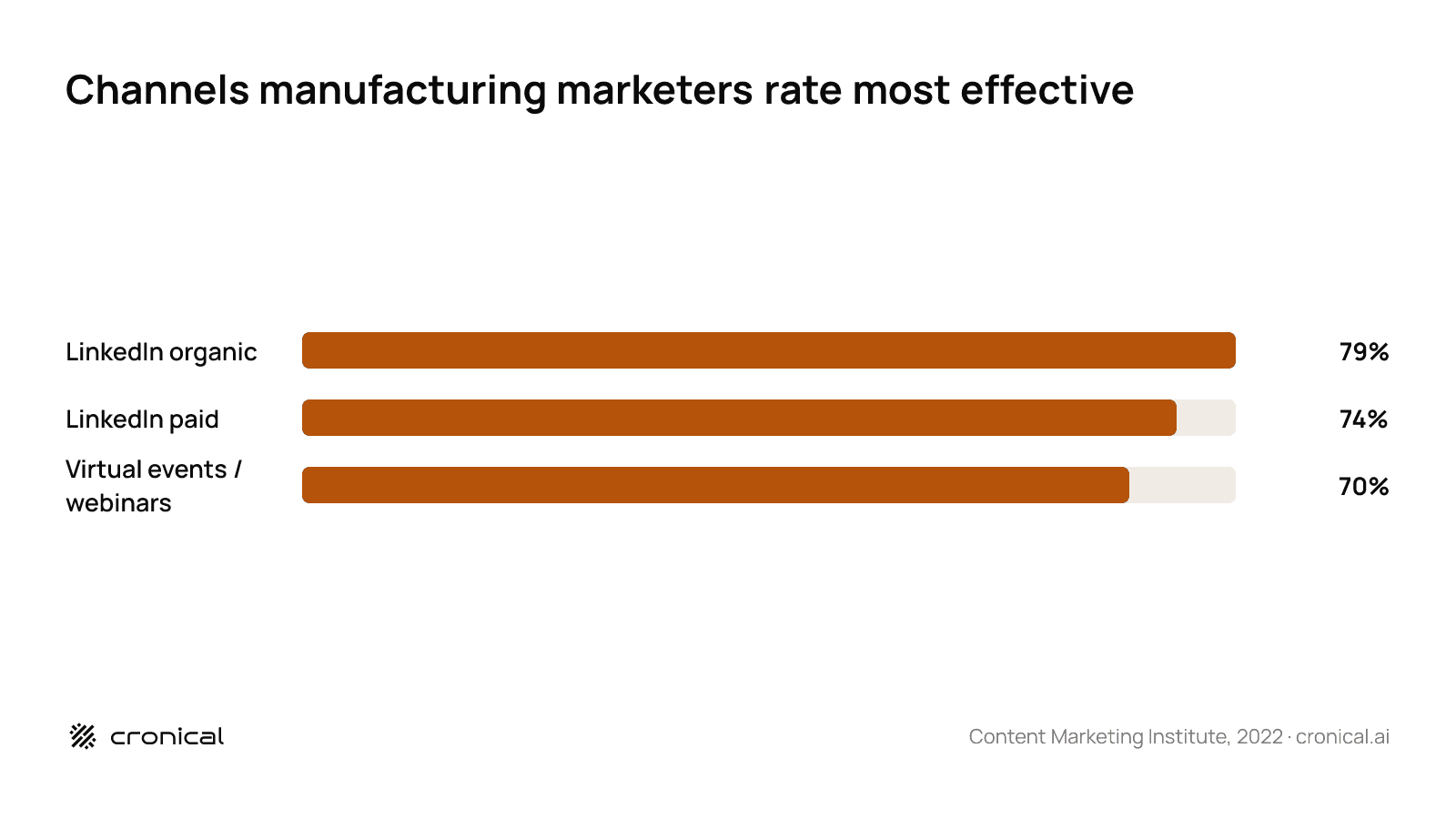
Among manufacturing marketers, 79% rate LinkedIn organic posts effective for distribution, 74% rate LinkedIn paid effective, and 70% hosted virtual events or webinars. The pattern is consistent with the cost data: the channels that reach named roles inside target accounts, LinkedIn especially, are where industrial marketers see results, because they map to the committee rather than to anonymous clicks.
Build the website that answers technical questions first
The buyer who is 70% decided is on your site reading specs, not your brand story. Win the technical search: detailed product pages, real specifications, downloadable data sheets, application examples, and answers to the exact questions an engineer types. This is the cheapest lead source you have, near $47 per lead, and it does the early-stage selling for you while the buyer self-educates. If your site cannot answer a maintenance lead's question at midnight, a competitor's will.
Win local and regional demand, then expand
Most manufacturers have a geography where they already have reputation, service coverage, and reference customers. Win search and outreach there first, where your proof is strongest and your install base is densest, then widen. This is the same beachhead logic as step five of the loop, applied to demand generation: concentrated wins in one region give you the references and case studies that make the next region cheaper to enter.
Turn trade-show signals into multi-threaded follow-up
Stop treating the badge scan as a lead. Treat it as the start of step two and three of the loop. The scan names an in-market account; your follow-up job is to map that account's committee and reach several of them, not to send one note to the one attendee. The expensive channel pays off only when it feeds the account work, not when it is measured as a lead-capture machine.
Account-based outreach for manufacturers: reach the whole plant
This is where most manufacturing lead generation quietly underperforms. Teams generate a lead, assign it to a rep, and the rep works that one contact through a four-month cycle, hoping the contact carries the deal. On a committee decision over a long cycle, that is a bet against the odds.
A b2b manufacturing marketing strategy worth running starts from account-based GTM: pick the account, then reach the people in it in parallel. The reframe that earns it is the same one the data keeps pointing at. The contact is not the company. A plant is not one buyer, and an OEM is not one procurement email. The unit of the deal is the account and its committee, so working one contact leaves a multi-month deal half-covered.
There is a second reason the account-based approach fits this moment. Buyers finished most of their decision before you arrived, which has fueled a lot of "cold outreach is dead" hand-wringing. Cold outreach is not dead. The version that blasts one templated message at one inbox is dead, because it ignores both the committee and the research the buyer already did. Outreach that reaches the right several people inside a right-fit account, with a reason each of them cares about, still works, and in industrial it is the only kind that does.
Operationally, account-based outreach for manufacturers means three habits. Select accounts by fit, not by whoever filled in a form. Map the committee before you write the first message, so each person gets a relevant reason to engage. And expand after the first win: the same account usually has more plants, more divisions, and more geographies, and the second order is far cheaper to win than the first.
A manufacturing lead generation checklist
What this means for you
- Rank your channels by real cost per lead, then judge trade shows as account discovery, not by their raw $811 cost per scan.
- Build technical pages, spec sheets, and application answers that win search, since that is your cheapest lead at around $47.
- Define right-fit accounts by industry, plant count, installed equipment base, and distributor or OEM position before spending on leads.
- Map each target account's committee, the engineer, maintenance or plant lead, procurement, operations, and finance, before first outreach.
- Multi-thread every account: reach several stakeholders in parallel so the deal does not die when one contact goes quiet.
- After the first plant buys, work the next plant, division, and geography in the same account before chasing a cold new logo.
The bigger picture: a reshoring wave meets a digital laggard
Two trends are colliding in favor of manufacturers who get this right. The sector is in a building boom. US manufacturing construction spending hit roughly $201 billion as of mid-2023, a 70% year-over-year jump, driven by reshoring and large public investment programs. New capacity means new equipment, new suppliers, and new contracts in play.
At the same time, the sector's buyers have gone digital and account-based faster than many of its sellers. The manufacturers still running booth-only or spray-and-pray motions are bringing a relationship-era playbook to a self-educated, committee-driven buyer. The ones who pick accounts deliberately, show up in technical search, and multi-thread the committee will quietly take share while the laggards keep scanning badges. The window is open precisely because adoption is uneven.
How Cronical fits manufacturing lead generation
Once you decide to work the account instead of the contact, the bottleneck becomes coverage: reaching enough of the right people inside each target plant or OEM to multi-thread a long deal rather than betting it on one inbox. Cronical runs account-first cold outreach for industrial and B2B teams. It works the whole company, from the plant engineer to the maintenance lead to procurement to the corporate sign-off, and optimizes for account penetration rate, the share of target accounts you actually reach, instead of the reply rate of a single contact. If that matches how you sell, see how it works, who it's for, or join the waitlist.
Frequently asked questions
What does a manufacturing lead cost?
It depends entirely on the channel. A lead from organic search costs around $47, email around $53, paid social and search in the $58 to $90 range, and a lead from events and trade shows around $811. The raw trade-show figure is misleading, though, because it counts every badge scan as a lead when a scan is really a signal that an account is in-market.
What is the best channel for manufacturing lead generation?
For cost-efficiency, technical SEO and content win, since they reach buyers who are actively self-educating at the lowest cost per lead. For reaching named roles inside target accounts, LinkedIn rates highly with manufacturing marketers. The strongest approach combines cheap channels to generate intent at scale with account-based follow-up to work the committees those signals reveal.
How long does manufacturing lead generation take to produce results?
Plan for a long runway. The manufacturing sales cycle averages roughly 130 days, and complex capital-equipment deals run well past that into multiple quarters or more. Demand-generation channels like SEO also take months to mature. Treat manufacturing lead generation as a pipeline you build over quarters, not a campaign you switch on for a week.
Are trade shows still worth it for manufacturing leads?
Yes, but only if you change what you expect from them. A trade show is poor at producing finished leads and excellent at revealing which accounts are in-market. Judged as a lead-capture machine at around $811 per scan, it looks like a waste. Judged as account discovery that feeds multi-threaded follow-up to the full buying committee, it can be one of your best sources.
How do you get manufacturing leads without a big marketing team?
Concentrate. Pick a short list of right-fit accounts rather than chasing volume, win technical search in the geography where your reputation is strongest, and put your limited outreach effort into multi-threading those few accounts properly. A small team that works ten accounts deeply will out-perform one that sprays a thousand contacts thinly, because the industrial deal is decided by a committee, not a single inbox.
Related reading
- Account-Based GTM: Framework, Benefits, and the Execution Gap
- B2B Buying Committees: How to Win the Whole Account
- Is Cold Outreach Dead? No, But Spray-and-Pray Is
More guides live in the resources library.
